Overview
Waste-to-energy (WTE) and Refuse-Derived Fuel (RDF) pellet production relies heavily on precise moisture control to ensure consistent fuel quality, maximum heat value, and safe handling. Biomass waste streams such as sawdust, agricultural residues, paper waste, coconut shells, palm kernel shells, and municipal solid waste contain widely varying moisture levels.
Accurate moisture measurement is essential for producing high-density pellets, which typically require less than 10% moisture for clean, efficient combustion, and for controlling moisture in post-combustion ash to reduce dust and odors prior to disposal. MoistTech’s IR-3000 NIR moisture sensor provides continuous, non-contact monitoring with the speed and precision required for WTE pelletization, ensuring consistent quality and minimizing energy consumption during drying and processing.
Why Measure Moisture
Accurate, real-time moisture monitoring delivers multiple process and product benefits.
Quality Assurance

Energy Efficiency

Reduce Waste

Process Stability

Safety
RECOMMENDED MEASUREMENT LOCATIONS
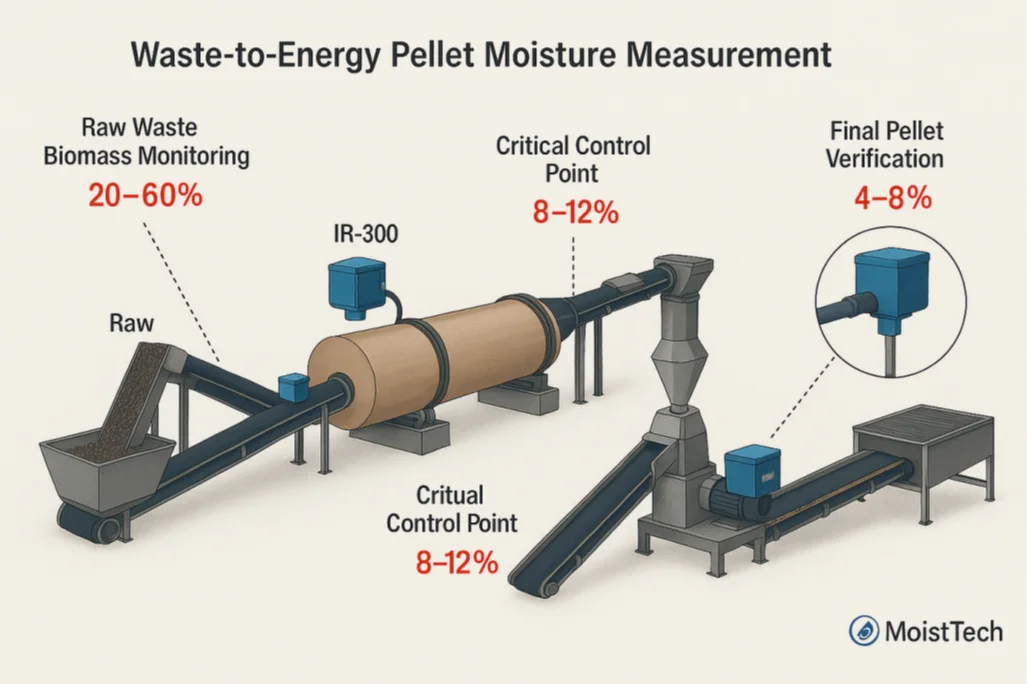
Raw Waste Biomass / Pre-Dryer Feed
Incoming waste streams can vary dramatically in moisture, typically ranging from 20–60% depending on composition, storage, and weather conditions. Measuring moisture at this stage is essential for regulating dryer load, preventing bottlenecks, and optimizing throughput.
Post-Dryer / Pre-Pelletizing
This is the critical control point in RDF and biomass pellet production. Proper drying ensures consistent pellet density, durability, and combustion characteristics. Target moisture levels typically fall between 8–12% prior to pelletization, depending on feedstock type and equipment requirements.
Too dry causes fines, brittleness, and elevated dust. Too wet leads to press jams, poor pellet formation, and increased energy consumption.
Final Pellets / Product Verification
Finished waste-to-energy pellets should typically reach 4–8% moisture to achieve maximum heat value and long-term storage stability. Final measurement ensures that pellets meet specifications for commercial boilers, industrial burners, and municipal energy facilities.
Understand the Process
A Waste-To-Energy recycling application with MoistTech’s iP67 rated IR3000 sensor monitoring the moisture levels on the conveyor belt. Operating personnel are able to make immediate line adjustments with the sensor’s readouts every second.