Optimizing your growing production and process for your grains, flour, and seeds will always include testing and managing the moisture content in your products, especially because moisture content is directly related to your product quality. Learn more about moisture management in your grains, flour, and seeds with MoistTech’s NIR (near-infrared) technology.
Using NIR Technology
This technology allows for a non-contact solution to provide accurate moisture content readings for users. Because our technology is designed to be insensitive to variations in materials like size, height, and color, you will receive a more continuous, reliable reading with zero drift and no maintenance. When using this technology, there is a one-time calibration necessary, and from there your team can make immediate line adjustments based on the real-time measurements received!

Ensure Optimum Efficiency
Because growing grains, flour, and seeds efficiently requires moisture management throughout numerous stages of the production process, our technology enables your team to more accurately test for and control the quality of your product and manage the moisture content more effectively. Control throughout your process will also ensure that your product is more efficiently produced without waste.
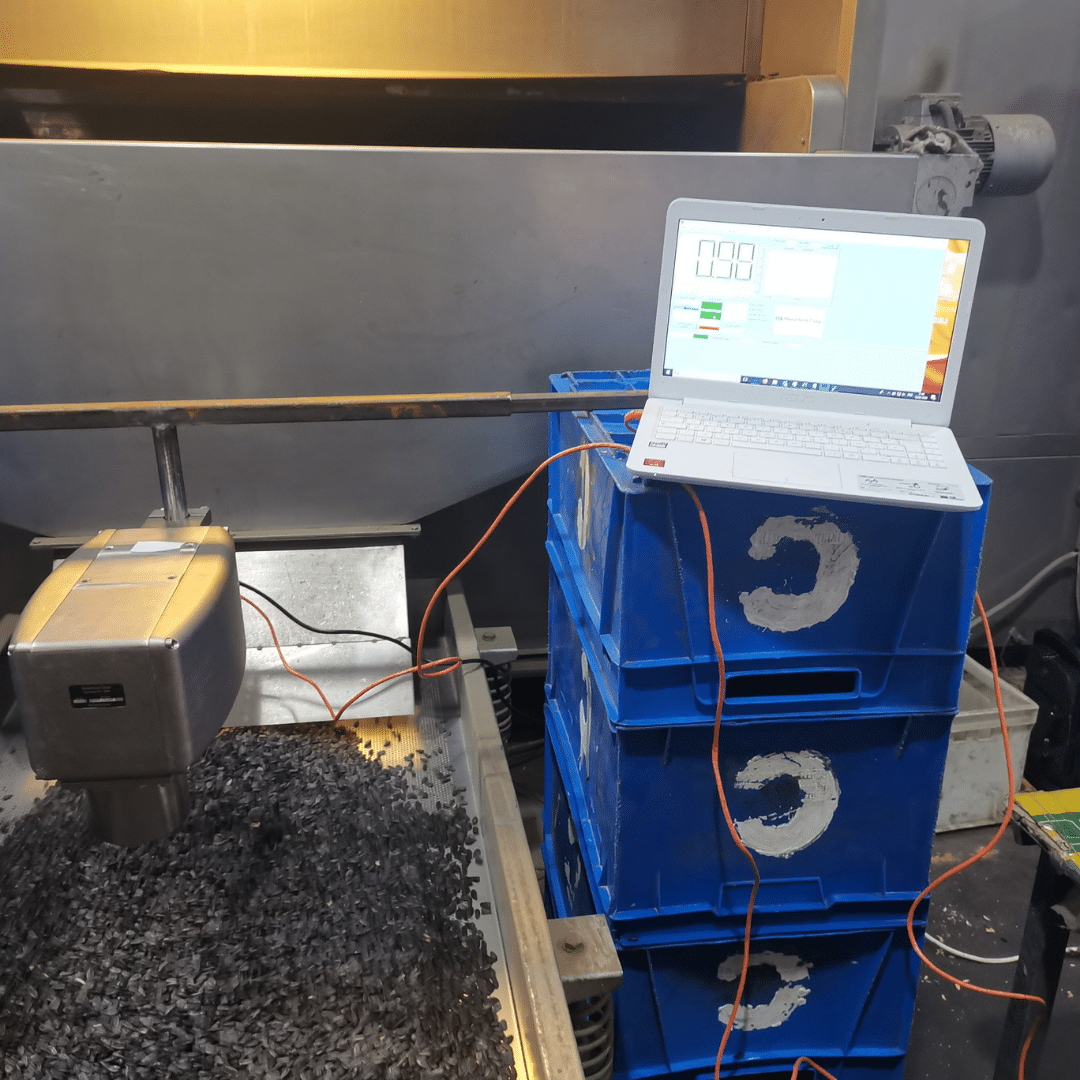
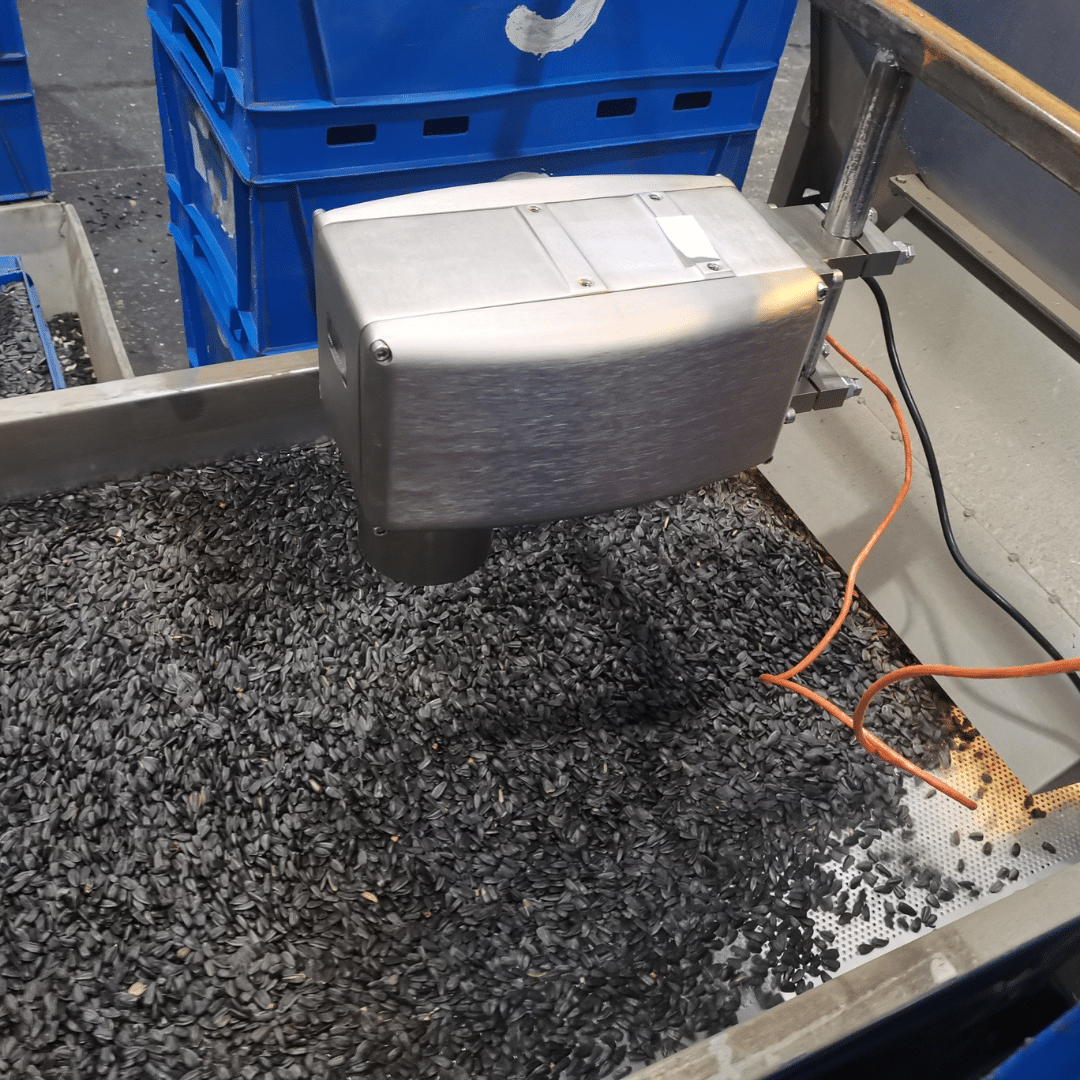
Install The Technology You Need
Our on-line sensors can be installed into any hopper, silo, material line, belt, or screw conveyor for ease of installation and continued efficiency in usage for your team. Once your sensors are installed, the moisture content results are displayed onto an external display or PC for even more efficient production, as well as prevention of bad product due to moisture levels that are not desirable.

Immediate Benefits
When your team invests in the NIR technology from MoistTech Corp designed to maximize efficiency through moisture management, you’ll experience immediate benefits which include improved product quality, lower waste and energy costs, and process optimizations. In addition to these, you’ll also likely notice increased plant efficiency, dryer control of your production, and reduced downtime in your operation.Learn more about the MoistTech Corp near-infrared (NIR) technology that can help to minimize negative effects on your product from undesirable moisture content and maximize your product quality and operation efficiency. Get started by reaching out to us today.