
Consistent Product Quality from Lab to Line with Proper Moisture Control

Unsurpassed in performance, stability, reliability, maintainability, and cost of ownership, the MoistTech series of moisture analysis sensors can increase both the quality and efficiency of the manufacturing process. Product quality and consistency are forefront with MoistTech in the development of the IR3000 sensor to accurately provide moisture measurements in grains throughout the process, yielding a consistent quality product from lab to line that immediately reduces down-time, wasted energy, and product loss.
Moisture measurement and control sensors are located in countless applications all over the world, saving manufacturers time and money by quickly detecting variables in the manufacturing process and allowing corrections to be made in real time. Near-infrared (NIR) technology is best suited for instant on-line, off-line, and laboratory moisture instrumentation; the technology is unsurpassed in performance and accuracy over competing equipment.
Moisture levels in grain production are a critical component during the various stages of production as grain products can become either too wet or too dry, wasting manufacturer’s time and money as well as impacting the quality of the product. Ideally a moisture control system should be able to accurately detect moisture at different stages of the manufacturing process, be easy to maintain and tough enough to withstand the harsh, abrasive nature of the raw materials and the mixer environment.
The installation of our on-line sensors prevents bad product due to undesirable moisture levels. Now you can fine tune your setup to make sure you are putting out a higher quality and more consistent product and ultimately improve your bottom line. Save money, time, and prevent negative results due to inconsistencies and human error.
 MoistTech’s IR3000 sensor technology monitors the product even with small gaps in product flow and is unaffected by ambient light without impacting the accuracy. The sensor is insensitive to material variations such as particle size, material height and color, and provides continuous, reliable readings with zero maintenance and a one-time calibration. A non-drift optical design allowing operational personnel to confidently make immediate process adjustments based on real-time measurements.
MoistTech’s IR3000 sensor technology monitors the product even with small gaps in product flow and is unaffected by ambient light without impacting the accuracy. The sensor is insensitive to material variations such as particle size, material height and color, and provides continuous, reliable readings with zero maintenance and a one-time calibration. A non-drift optical design allowing operational personnel to confidently make immediate process adjustments based on real-time measurements.
Striving to improve the efficiency of the manufacturing process with proper moisture control begins with a non-contact, zero maintenance plug and play solution to instantly increase product quality. MoistTech Corp. provides the diamond standard technology in moisture measurement for online process and laboratory moisture instrumentation with NIR technology.
Dried Distillers Grains (DDG) Moisture
Diamond Standard Technology & Results
Near-infrared spectroscopy and imaging are fast, nondestructive analytical techniques that provide chemical and physical information of virtually any matrix. NIR can tell us things about a product in a similar way to visible light; transmitted light will pass through the product while backscattered light will reflect from the product as well as be absorbed – light absorption is the key to MoistTech’s NIR analysis.
The sensor features are enhanced to include the ease of the burden of measurement, as well as those most requested by customers. The non-drift optical design gives you repeatable results in the most accurate measurements available, with hundreds of readings per second. The sensors are calibrated at the factory and require no further maintenance to maintain their accuracy.
 Designed to provide accuracy and repeatability, the MoistTech NIR technology is a ratio-based measurement with prime beam; this eliminates the sensitivity to distance, improves stability and accuracy. The algorithms, wavelengths, and sensor optical requirements to take thousands of detailed, accurate measurements per second. The ability to pre-set the measurement rate to match the production rate is available on the technology and because there are no routine re-calibrations, this technology is low to zero maintenance, making it an ideal solution for the manufacturing process. With the ability to store up to 50 product/calibration codes, line personnel can alert the sensor for changing products immediately, manufacturers can see multiple benefits such as:
Designed to provide accuracy and repeatability, the MoistTech NIR technology is a ratio-based measurement with prime beam; this eliminates the sensitivity to distance, improves stability and accuracy. The algorithms, wavelengths, and sensor optical requirements to take thousands of detailed, accurate measurements per second. The ability to pre-set the measurement rate to match the production rate is available on the technology and because there are no routine re-calibrations, this technology is low to zero maintenance, making it an ideal solution for the manufacturing process. With the ability to store up to 50 product/calibration codes, line personnel can alert the sensor for changing products immediately, manufacturers can see multiple benefits such as:
- Low Cost & High Efficiency – Immediate ROI can be seen with moisture measurement implementation.
- Improved Product Quality Monitoring – Allows immediate production line adjustments to improve product quality and consistency.
- Newest Technology & Most Advanced Software – Even with advancements in software, our sensors will never be out of date.
- Surface Mount Electronics
- Process Optimization – Allows 100% monitoring of the production process to reduce product that is “out of specification”.
- Lower Energy Costs & Less Waste – Reduce energy usage as the drying process can be controlled resulting in a reduction in energy consumption.
- Very Low to Zero Maintenance
- Fuel Consumption Savings – Efficiently operate and maintain dryer capabilities with moisture monitoring.
- Water Savings – Reduce water usage by continuously monitoring moisture content.
- Dust / Fire Prevention – Helps reduce the risk of explosions due to dust.
Directly Effecting the Process:
Manufacturers can enjoy immediate adjustments to the process based on real-time measurements from the online NIR sensors. Immediate changes can be made to the production line to stop extra waste and keep the line moving; Avoid costly downtime and excessive waste by catching any out of tolerance readings as quickly as possible. Connect the sensors to a computer network or production laptop for complete software control of the production line.
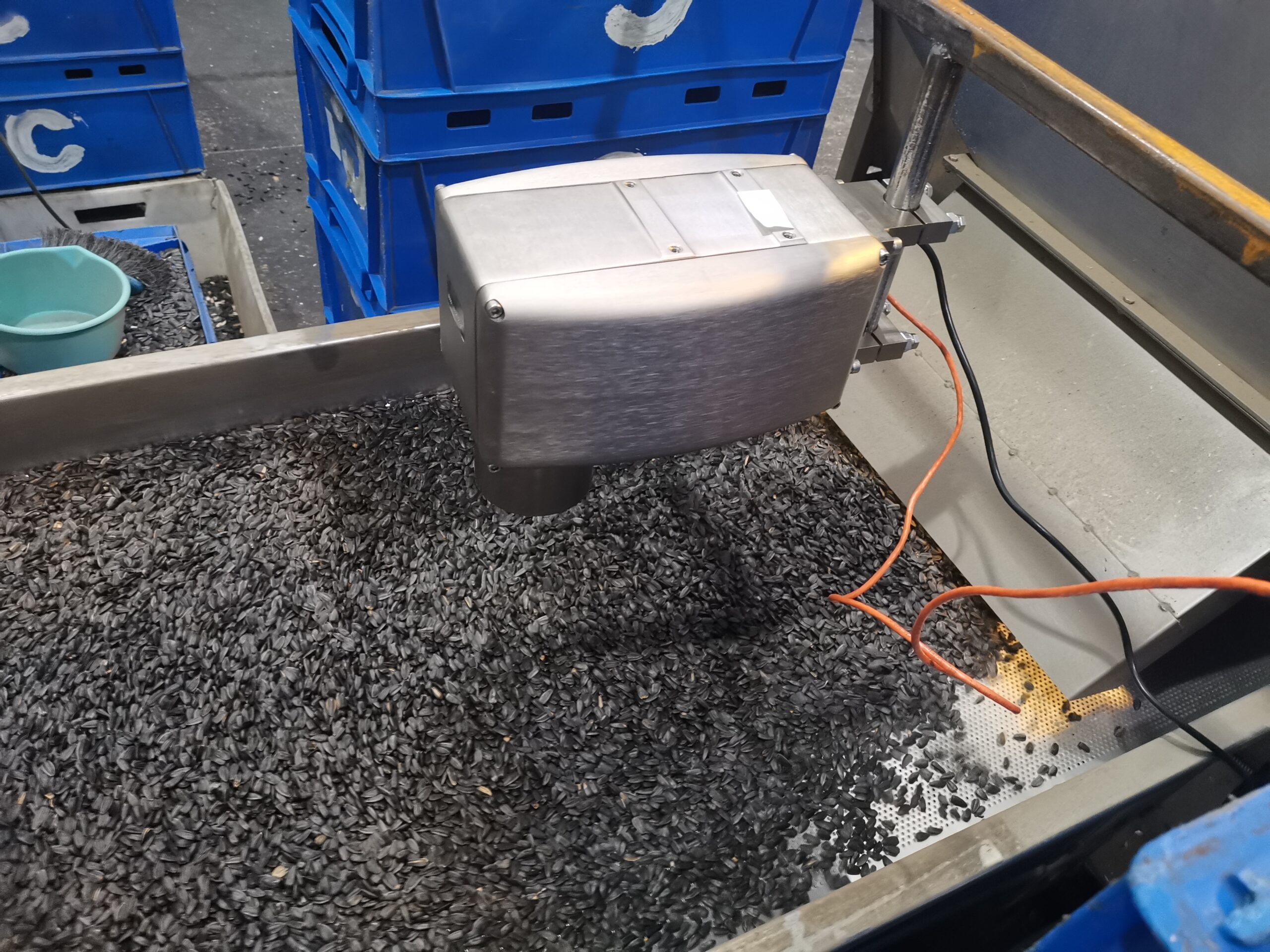
By mounting the sensor several inches above the conveyor and/or after the dryer so it can continuously monitor the process and can control the moisture content either manually or automatically in grains. Dust from the product is not normally a problem however in extreme dusty environments we recommend the installation of an air purge system to prevent the accumulation of material on the sensor’s window. If the sensor must be installed close to the dryer outlet where it will be susceptible to extreme heat conditions, it is necessary to cool the sensor with either air or water. Typical analog range is 1-10% moisture. The outputs can be adjusted to optimize PLC or recording requirements. 
Manufactured product should be top quality every time it leaves the facility and measuring the amount of moisture can be a crucial step in the process, too much or too little can be detrimental to the overall product. Measuring and controlling moisture can reduce transportation costs due to shipping excess water and moisture control stops products from freezing during shipping and transportation. Testing moisture content throughout the process also provides manufacturers cost savings in energy & fuel costs, as well as having less product waste.
Learn more about how the IR-3000’s moisture technology can simplify the manufacturing process: +1 941-727-1800 info@moisttech.com / www.moisttech.com